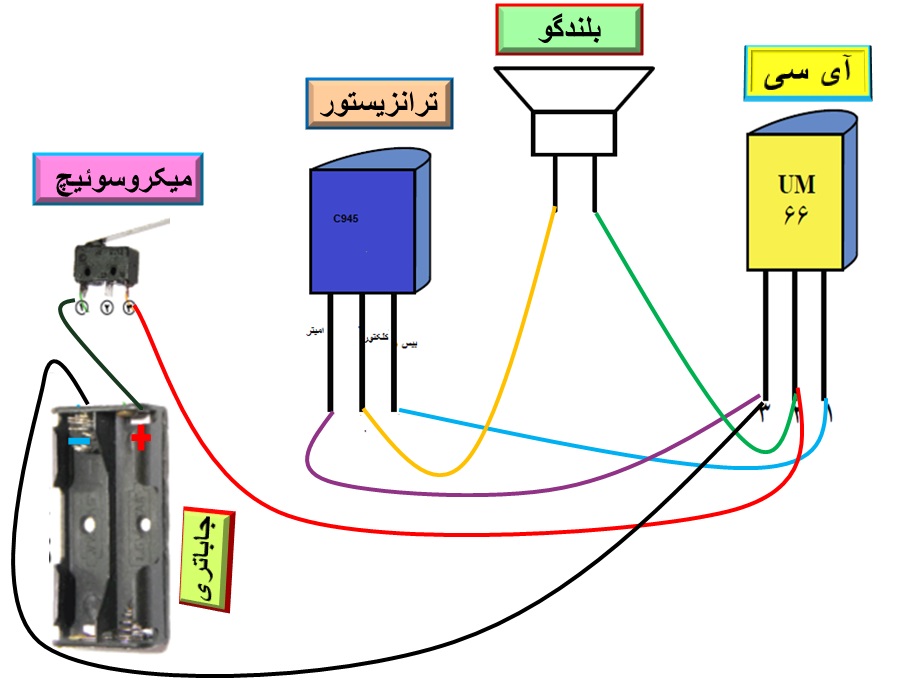
نحوه ساختن جعبه موزیکال
ویدیو مربوط به جوشکاری زیر آب 👇
نام گروه: دانــش
اعضا:
احسان پوررسول
امیر حسین سلیمی
امیر محمد خادم الفقرا
علی داداشی
صادق پوررمضان
علیرضا آرمک
مدت زمان: 1 دقیقه 18 ثانیه
تکنیک های جوشکاری
تکنولوژی
در زیر دریا در مرز تکنولوژیهای مدرن عصر ما می باشد و با وجود آنکه حدود
بیست سال از رشد وتوسعه این تکنولوژی می گذرد هنوز هم در انحصار برخی از
شرکتهای بزرگ چند ملیتی است. فقط کشور های محدودی در سطح جهان به این
تکنولوژی دسترسی و تسلط کامل دارند. از سوی دیگر ضرورت کشف و بهرورداری از
منابع نفت وگاز زیر دریائی با توجه به اهمیت اقتصادی عظیمی که این منابع
می توانند برای یک کشور داسته باشند مسئله ای بسیار مهم است.
تکنولوژی
جشکاری و برشکاری زیر آب ضمن آنکه در ارتباط با تعمیر بخشهای زیر آب کشتی
ها،اسکله ها و پایه های سازه های دریایی لازم میباشد ، بطور اخص در زمینه
نصب سکوهای استخراج، خطوط لوله زیر آب و همچنین تعمیر آنها به طور وسیع
مورد استفاده قرار می گیرد.
دو روش متدوال برای جوشکاری زیر آّب عبارتند از :
جوشکاری مرطوب در زیر آب (under water wet welding):
در این روش هیچگونه حفاظی در اطراف جوشکاری و حوضچه مذاب وجود ندارد و جوشکاری کاملا در محیط آب صورت می گیرد.
در
گذشته جوشکاری مرطوب اکثرا برای تعمیر قسمتهای زیر آب بدنه کشتی و وصله
زدن روی قسمتهای آسیب دیده یا جوشکاری اجزاء غیر باربر سازه ها ی در یایی
بکار می رفت.
سختی و شکنندگی جوش حاصل در این روش بواسته سرعت زیاد
سرد شدن (quench hardening) و همچنین در ساختار جوش مهمترین عامل
بازدارنده برای بکارگیری این روش جهت جوشکاری اجزاء باربر سازه های دریائی
بود و امروزه نیز با وجود پیشرفتهای قابل توجهی که در کیفیت جوش مرطوب
ایجاد شده هنوز هم در بین برخی از شرکت های دریائی نوعی بدبینی نسبت به
این روش جوشکاری و بویژه بکارگیری آن برای جوشکاری سازه های باربر وجود
دارد.بررسی معایب و مشکلات جوشکاری به روش مرطوب:
این روش
از خیلی جهات مشابه روشهای معمول جوشکاری در محیطهای کارگاهی خارج از آب
است و فقط چند مورد متفاوت وجود دارد که تشریح خواهد شد.
برای مثال
جوشکاری به روش مرطوب در زیر آب تعداد محدودی از الکترودها را می توان
بکار گرفت.این الکترودها از نظر ترکیب و فرمول شیمیایی همان اکترودهایی
هستند که در محیط بیرون از آب بکار گرفته می شوند که فقط برای استفاده در
داخل آب به یک لایه محافظ ضد آب روی روپوش خود مجهز شده اند.
از
آنجا که در این روش و در اغلب موارد اطراف محل جوشکاری با آب دریا احاطه
شده، باید تاثیرات این مسله بر روی فرایند جوشکاری را مورد توجه قرار داد
که برخی از مهمترین این تاثیرات عبارتند از:
1: پس از برقراری جرقه
قوس الکتریکی که در اثر کشیدن الکترود روی قطعه کار ایجاد می شود، به دلیل
گرمای ناشی از قوس الکتریکی حباب های ناشی از تبخیر آب در نواحی اطراف
نقطه جوشکاری بوجود آمده و به سمت بالا به حرکت در می آیند.
دو
عامل دیگر نیز در جوشکاری به روش مرطوب باعث ایجاد حباب های صعود کننده
خواهند شد عبارتند از گاز های محافظ ناشی از سوختن روکش اکترود و همچنین
حباب های هیدوژن که ناشی از الکترولیز و تجزیه شیمیایی آب به واسطه حرارت
و عبور جریان الکتریکی است. حرکت دائمی حباب های گاز و بخار آب به بالا
(حدود 15 حباب در ثانبه) ضمن به هم زدن قوس الکتریکی جلوی دید قواص جوشکار
را میگیرد و به همین علت استفاده از روش های MAG/MIG نسبت به SMAW بسیار
بهتر خواهد بود.
2- با توجه به اینکه توانایی هدایت گرما در آب 25
برابر هوا می باشد ناحیه جوش و منطقه تحت تاثیر گرمای جوش (HAZ) به سرعت
در آب سرد می شوند. بنابراین به دلیل سرعت زیاد سرد شدن مذاب که حدود 15
برابر این سرعت در هوا می باشد. جنس فلز تحت جوشکاری بایستی دارای حساسیت
کمی نسبت به سخت شدن در اثر سرمایش سریع (quench hardening) باشد.
3-
از آنجا که آب اثر سردکنندگی شدیدی روی قوس اکتریکی دارد در این روش ولتاژ
کار در مقایسه با جوشکاری در مجاورت هوا باید حدود 25% بالاتر در نظر
گرفته شود. ضمنا باید تا آنجا که ممکن است شدت جریان را بالا برد بدین
منظور در روش جوشکاری مرطوب عمدتا از الکترود با قطر مغزی 4 تا 6 میلیمتر
می شود و جریان 20 در صد در نظر گرفته می شود. تا از افت حرارت قوس به
واسطه تماس مستقیم با آب جلوگیری شده و همچنین جریانی که در آب به هدر می
رود جبران شود.
برای مثال الکترود با مغزی 4 میلیمتر را در نظر
بگیرید. همانطور که می دانید به ازای هر میلیمتر از قطر مغذی الکترود در
جوشکاری دستی معمولی با برق (smaw) می توان از 30 تا 40 آمپر جریان
استفاده نمود.بنابراین حداکثر مجاز جریان برای جوشکاری با الکترود 4
میلیمتری در مجاورت هوا 160 آمپر خواهد بود اما در صورت استفاده از
الکترود با قطر مغزی 4 میلیمتر در جوشکاری مرطوب زیر آب باید جریان را
بیست در صد بالاتر از این حداکثر مجاز یعنی حدود 190 تا 200 آمپر در نظر
گرفت.
سرعت سرد شدن مذاب جوش در آب 15 برابر بیشتر از سرعت سرد شدن آن در هوا (جوشکاری خارج از آب) است.
4-
یکی از معمولی ترین عیوب در جوشی که به روش مرطوب در زیر آب ایجاد می شود
حبس (آخال سرباره) در داخل فلز جوش است. چرا که سرعت زیاد سرد شدن مذاب
این امکان را به سرباره نمی دهد تا خود را به بالای سطح مذاب برساند. هم
اکنون چندین مرکز بزرگ تحقیقاتی بر روی این مسئله تحقیق می کنند و سعی
دارند تا الکترودهائی را تولید کنند تا تاثیرات منفی آب بر روی کیفیت جوش
را به حداقل برسانند. برخی از این موسسات از قبیل موسسه تحقیقات دریائی
اوهایو بسیار موفق بوده اند و توانسته اند الکترودهائی را ارائه دهند که
مشکلات جوشکاری در مجاورت آب بویژه وقوع عیب حبس سرباره در جوش را به
حداقل برساند.
از آنجا که سرباره جوش به واسطه سرد شدن سریع مذاب
در جوشکاری زیر آب به روش مرطوب فرصت چندانی برای شناور شدن در مذاب و
آمدن به سطح مذاب را ندارد. یکی از معمولیترین عیوب جوش در این روش
جوشکاری حبس سرباره (slag inclusion) خواهد بود.
5- بخار آب تولید
شده در اثر تجزیه حرارتی آب، به هیدروژن اتمی تجزیه می شود که این هیدروژن
اتمی در مذاب نفوذ می کند و این مسئله منجر به تردی، شکنندگی و ترک در جوش
می شود. درصد گاز هیدورژن در مخلوط حباب های گاز – بخار آب که از سوختن
الکترود بوجود می آید حدود 70% در صد می باشد. برای مقابله با این مسئله
شرکت های تولید کننده الکترود های زیر آب افزودنیهائی را به ترکیب شیمیایی
روکش الکترودها می افزاید تا نفوذ هیدروژن را به حداقل برساند.
6- طی
آزمایشی در مخزنی که قابلیت ایجاد شرایط 100 متری زیر آب را دارا بود ثابت
گردید که با افزایش عمق، خطر ترک خوردگی جوش در این روش بیشتر خواهد شد.
بالاترین عمق گزارش شده برای جوشکاری به روش مرطوب مربوط به یک مورد
جوشکاری در عمق 180 متری در خلیج مکزیک می باشد.
جوشکاری سازه های
دریایی و پایه های سکوهای نفتی از اهمیت فوق العاده ای برخوردار است چرا
که این سازه ها تحت بار های زنده و دینامیکی و همچنین بار های استاتیکی
بزرگ و قابل توجهی را قرار خواهد گرفت.
اعضای گروه : امیرحسین سلیمی - احسان پوررسول - محمد پژوهی - مهرشاد مظلوم - امیر محمد خادم افقرا -
جوشکاری در زیر آب
در سال 1946 الکترودهای ضد آب و یژه ای توسط وان در و وبلجین (1) در
هلند توسعه یافت . سازه های فرا ساحلی از قبیل دکل های حفاری چاه های نقت ،
خطوط لوله و سکوهای ویژه ای که در آب ها احداث می شوند ، در سالهای اخیر
به طرز چشمگیری در حال افزایش اند . بعضی از این سازه ها نواقصی را در
عناصر تشکیل دهنده اش و یا حوادث غیر مترقبه از قبیل طوفان تجربه خواهند
کرد . در این میان هر گونه روش باز سازی و مرمت در این گونه ساه ها مستلزم
استفاده از جوشکاری زیر آبی است .
جوشکاری زیر آبی را می توان در دو دسته طبقه بندی کرد :
1- جوشکاری مرطوب
2- جوشکاری خشک
در
روش جوشکاری مرطوب ، عملیات جوشکاری در زیر آب اجرا شده و مستقیما ً با
محیط مرطوب سرو کار دارد . در روش جوشکاری خشک ، یک اتاقک خشک در نزدیکی
محلی که می بایستی جوشکاری شود ایجاد شده و جوشکار کار خود را با قرار
گرفتن در داخل اتاقک انجام می دهد .
جوشکاری زیر آب
جوشکاری مرطوب :
نام
جوشکاری مرطوب حاکی از آن است که این نوع جوشکاری در زیر آب صورت پذیرفته و
مستقیما ً در تماس با محیط مرطوب قرار دارد . در این روش از جوشکاری از
نوعی الکترود ویژه استفاده شده و جوشکاری به صورت دستی درست مانند همان
جوشکاری که در فضای بیرون آب انجام می شود ، صورت می گیرد . آزادی عملی که
جوشکار در حین جوشکاری در این روش دارد ، جوشکاری مرطوب را مؤثر تر و به
روشی کارا و از نقطه نظر اقتصادی مقرون به صرفه کرده است . تأمین کننده
نیروی جوشکاری روی سطح مستقر شده است و توسط کابل ها و شیلنگ ها به غواص یا
جوشکار متصل می شود .
در جوشکاری مرطوب MMA (جوشکاری به روش دستی)(2) دو مشخصه زیر به کار گرفته می شود :
تأمین کننده نیرو : dc و قطبیت : منفی
اگر
از جریان DC و قطب مثبت استفاده شود ، برقکافت روی داده و سبب خراشیدگی و
از بین رفتن سریع اجزاء فلزی نگهدارنده الکترود می شود . برای جوشکاری
مرطوب از جریان AC نیز به دلیل عدم امنیت کافی و وجود مشکلاتی که در حفاظت
از قوس در زیر آب وجود دارد ، استفاده نمی شود .
مقالات مکانیک - تغذیه
می بایستی یک دستگاه جریان مستقیم که دارای رده بندی آمپر بین 300 تا 400
است ، باشد . دستگاه های جوشکاری ژنراتور موتور اغلب برای جوشکاری مرطوب
مورد استفاده قرار می گیرند.
پیکره دستگاه جوشکاری می بایستی در پایین ،
زیر کشتی قرار داده شده باشد . مدار جوشکاری می بایستی شامل نوعی سوئیچ
مثبت باشد که معمولا ً از یک کلید تیغه ای استفاده می شود و از جوشکار غواص
فرمان می گیرد . کلید تیغه ای در مدار الکترود می بایستی در تمام طول
جوشکاری در برابر شکست مقاوم باشد و نیز از امنیت کافی برخوردار باشد .
مقالات مکانیک - تغذیه
جوشکاری می بایستی در حین فرایند جوشکاری تنها به نگهدارنده الکترود وصل
باشد . در این روش از جریان مستقیم همراه با الکترود منفی و نیز از
نگهدارنده الکترود ویژه ای که در برابر آب عایق است استفاده می شود .
نگهدارنده های الکترود جوشکاری که در زیر آب بکار گرفته می شوند از یک سر
خمیده برای گرفتن الکترود و نگه داشتن آن در خود بهره می برند و ظرفیت
پذیرش دو نوع الکترود رادارد .
نوع الکترودی که به کار گرفته می شود بر
طبق استاندارد AWS (انجمن جوشکاری آمریکا) (3) در طبقه بندی E6013 قرار
گرفته است این الکترود ها می بایستی ضد آب باشند و تمامی اتصالات نیز باید
طوری عایق بندی شده باشد که آب نتواند با قسمت های فلزی کوچکترین تماسی
داشته باشد. اگر عایق بندی شکستگی داشته باشد و یا قسمتی از آن ترک داشته
باشد ، آنگاه آب می تواند به فلز رسانا تماس پیدا کرده ، موجب ایجاد نقص و
در نهایت کار نکردن قوس شود . به علاوه اینکه ممکن است خوردگی سریع مس در
قسمتی که عایق ترک خورده است ، ایجاد شود .
جوشکاری بیش فشار (4) (جوشکاری خشک) :
جوشکاری
بیش فشار در اتاقک های پلمپ شده در اطراف سازه یا قطعه ای که می خواهد
جوشکاری شود ، استفاده می شود . این اتاقک در یک فشار معمولی پر از آب می
شود (که معمولا ً از هلیوم حاوی نیم بار (5) اکسیژن است ) . این جایگاه روی
خطوط لوله قرار گرفته و با هوایی مخلوط از هلیوم و اکسیژن که قابل تنفس
باشد پرذ شده و در فشاری که جوشکاری آنجا صورت می گیرد و یا فشاری بیشتر از
آن اجرا می شود . در این روش در اتصالات جوش بسیار با کیفیتی ایجاد می شود
به طوری که با اشعه ایکس و جوشکاری قوس گاز تنکستن در این قسمت به کار
گرفته خواهد شد . محوطه زیر جایگاه در معرض آب قرار دارد . بنابر این
جوشکاری در محل خشکی صورت گرفته ولی در فشار هیدرواستاتیکی آب دریا که در
محیط مجاور آن قرار دارد ، انجام می گیرد .
خطرات بغرنج :
برای
غواص یا جوشکار خطر شوک الکتریکی وجود خواهد داشت . اقدامات احتیاطی که
انجام شده اند عبارتند از عایق بندی مناسب و در حد کافی تجهیزات جوشکاری ،
بسته شدن مقالات مکانیک - الکتریسیته درست زمانی که قوس به پایان می رسد و
نیز محدود کردن ولتاژ جوشکاری قوس فلزی دستی در مدار باز دستگاه جوشکاری ،
خطر دیگر تولید شدن هیدروژن و اکسیژن در جوشکاری مرطوب توسط قوس است .
اقدام
های احتیاطی می بایستی در مورد بلند کردن کپسول های گاز نیز رعایت شود .
به این دلیل که آنها به صورتی بالقوه توانایی زیادی برای منفجر شدن دارند.
خطر بعدی ای که سلامت یا جان جوشکار را تهدید می کند نیتروژنی ایست که در
فشار زیاد در معرض هوا قرار گرفته و می تواند به وی آسیب برساند . اقدامات
احتیاطی شامل فراهم آوری یک مقالات مکانیک - گاز یا هوای اضطراری می شود
که در کنار غواص قرار گرفته است و نیز اتاقک فشار زدایی برای جلوگیری از خفگی توسط نیتروژن که بعد از اشباع شدن روی سطح پخش می شود .
در
سازه هایی که از جوشکاری مرطوب زیر آب استفاده می کنند ، بازرسی بعد از
جوشکاری ممکن است بسیار مشکل تر از جوشکاری هایی باشد که در محیط بیرون و
در معرض هوا انجام می پذیرد . اطمینان از بی نقص بودن چنین جوشکاری هایی به
مراتب اهمیت بیشتری پیدا کرده و در واقع احتمال اینکه عیب و کاستی
ناشناخته ای پدیدار شود ، وجود دارد .
مزایای جوشکاری خشک :
1-
ایمنی غواص – جوشکاری در یک اتاقک صورت گرفته که موجب مصون ماندن جوشکار
از جریانات اقیانوسی و یا احتمالا ً موجودات دریایی می شود . این جایگاه
خشک و گرم از روشنایی مطلوبی برخوردار بوده و از سیستم کنترل محیط خاصی نیز
بهره می گیرد (ESC) (6)
2- کیفیت خوب جوش – این روش توانایی ایجاد جوش
هایی را دارد که حتی می توان آن را با جوش های موجود در فضای باز و در
مجاورت هوا مقایسه کرد . دلیل این امر اینست که دیگر آبی وجود ندارد که
بخواهد جوش را خاموش و یا قطع کند و نیز اینکه میزان هیدروژن تولیدی آن
خیلی کمتر از جوشکاری های مرطوب است .
3- کنترل سطح- آماده سازی اتصال ، همترازی لوله ، بررسی تست غیر مخرب (NDT) (7) و غیره به صورت عینی کنترل و تنظیم می شوند .
4- تست غیر مخرب (NDT ) – تست غیر مخرب برای محیط خشک جایگاه تسهیل شده است .
معایب جوشکاری خشک :
1- اتاقک یا جایگاه جوشکاری تجهیزات پیچیده و خدمات پشتیبانی زیادی را مستلزم می داند و خود اتاقک به طرز غیر متعارفی پیچیده است .
2-
هزینه و ارزش مالی این اتاقک به صورت قابل ملاحظه ای بالا بوده و بسته به
عمق محل کار هزینه آن افزایش می یابد . عمق محل جوشکاری در کار تأثیر می
گذارد ، به طوری که در اعماق بیشتر جمع کردن قوس و استفاده از ولتاژهای
بالاتر و متناسب با آن لازم و ضروری می باشد . انجام یک کار جوشکاری بدین
شکل هزینه ای بالغ بر 80000 دلار دارد . و نیز گاهی اوقات نمی توان از یک
اتاقک برای چند کار مختلف استفاده کرد ، که البته این مشکل بستگی به نوع
کارها و میزان تفاوت آنها دارد .
مزایای جوشکاری مرطوب :
جوشکاری
مرطوب که درزیر آب به صورت دستی صورت می گیرد ، در مرمت و بازسازی سازه
های فراساحلی در سالهای اخیر به سرعت در حال رشد و گسترش است . از جمله فواید جوشکاری مرطوب می توان به موارد زیر اشاره کرد :
1- چند کاره بودن و داشتن هزینه کمتر در جوشکاری مرطوب باعث شده که میل و اشتیاق بیشتری به این روش وجود داشته باشد .
2- برخورداری از سرعت مناسب در هنگام اجرای طرح از دیگر مزایای این روش است .
3- در مقایسه با جوشکاری خشک هزینه کمتری دارد .
4-
در این روش جوشکار می تواند به قسمت هایی از سازه های فراساحلی دسترسی
داشته باشد که با استقاده از روش های دیگر قابل جوشکاری نیست .
5-
احتیاج به هیچ نوع محصور سازی نبوده و بنابر این زمانی نیز برای آن تلف
نخواهد شد و تجهیزات و دستگاه های استاندارد مرسوم به آسانی قابل استفاده
است . وسایل زیادی هم برای انجام یک کار جوشکاری مورد نیاز نیست.
معایب جوشکاری مرطوب :
اگر
چه جوشکاری مرطوب کاربرد گسترده ای پیدا کرده است ولی همچنان از وجود
نواقصی رنج می برد ، از آن جمله می توان به موارد زیر اشاره کرد :
آبدیدگی سریع فلز جوشکاری :
دلیل
این آبدیدگی آبی است که در اطراف آن وجود دارد . اگر چه آبدیدگی نیروی تنش
پذیری را در جوشکاری افزایش می دهد ولی میزان کش پذیری و مؤثر بودن جوش را
کاهش داده ، سختی و روزن داری آن را بالا می برد .
تولید زیاد هیدروژن :
حجم
بسیار زیادی از هیدروژن در منطقه جوشکاری ایجاد می شود که بر اثر تفکیک
بخار آب در منطقه قوس به وجود آمده است .هیدروزن موجود در محیط تحت تأثیر
گرما( (HAZ(8)در فلز جوشکاری حل می شود که باعث ایجاد ترک و شکاف های
میکروسکوپیک می شود .
3- از دیگر معایب آن دید پذیری کم است . گاهی اوقات جوشکار نمی تواند به درستی منطقه مورد نظر را جوش بدهد .
نحوه عملکرد جوشکاری مرطوب :
پروسه ی جوشکاری مرطوب در زیر آب طی مراحل زیر صورت می پذیرد :
قطعه
کاری که قرار است جوش داده شود به یک طرف مدار الکتریکی متصل بوده و
الکترود فلزی در طرف دیگر مدار . این دو قسمت از مدار ( الکترود و قطعه کار
) کمی به یکدیگر نزدیک شده ولی بعد از مدتی از یکدیگر فاصله می گیرند . در
حین نزدیک شدن الکترود به قطعه کار ، جریان الکتریکی وارد شکاف شده و باعث
ایجاد یک جرقه الکتریکی پایستار می شود (قوس ) و باعث ذوب شدن فلز در آن
ناحیه و شکل گرفتن حوضچه جوش می شود . در این زمان ، نوک الکترود ذوب شده و
ذره های کوچک فلز در حوضچه مذاب جمع می شود . در طول این عمل جریان مذابی
نوک الکترود را پوشش داده و روکش گاز محافظ را ایجاد می کند ، که موجب
استحکام بخشیدن به قوس شده و همان طور که گفته شد از جریان فلز مذاب محافظت
می کند . قوس در یک منطقه حفره مانند ذوب می شود و جوش را پدیدار می سازد .
پیشرفت های حاصل در زمینه جوشکاری در ایران :
مدت
های مدیدی جوشکاری مرطوب به عنوان یک تکنیک جوشکاری ، در زیر آب مورد
استفاده قرار می گرفته و هنوز هم این روش مرسوم است . اخیرا ً با پیشرفت
هایی که در زمینه ساخت سازه های فراساحلی صورت گرفته ، اهمیت جوشکاری زیر
آبی را به طرز پیش بینی نشده ای بالا برده است . این امر منجر به توسعه
یافتن روش های جوشکاری دیگری از قبیل : جوشکاری سایشی (9) ، جوشکاری
انفجاری (10) و جوشکاری عمودی (11) شده است که هم اکنون مطالب قابل قبول و
کافی در این زمینه برای ارائه وجود ندارد .
گستره ی پیشرفت های آینده :
جوشکاری
قوس فلزی دستی مرطوب همچنان برای نوسازی و احیاء سازه های زیر آبی مورد
استفاده قرار می گیرد ، اما کیفیت آن کافی نبوده و مستع شکست هیدروژنی می
باشد . ازاین رو جوشکاری های بیش فشار خشک کیفیت بهتری نسبت به جوشکاری
های مرطوب دارند . امروزه گرایش و رویه میل به سوی اتوماسیون دارد .
THOR-1(12) یا ربات تحت کنترل مدار بیش فشار که از گاز بی اثر تنگستن
استفاده می کند ، توسعه بخشیده شد تا در جاهایی که غواص عملیات لوله کشی و
نصب خط لوله را انجام می دهد ، بقیه پروسه کار را به عهده گیرد .
ویرایش : محمد باقی زاده